How it works
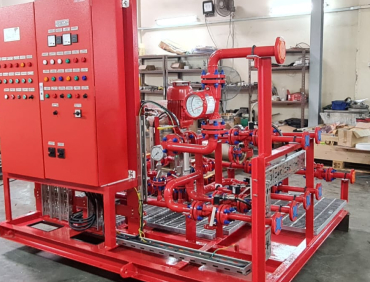
Wilsafe Systems foam solutions feature foam pumps with built in redundancy to push pressurized liquid foam to a carefully designed distribution system from a central foam tank reservoir. There are two pump options, centrifugal and positive displacement, depending on location needs, with the distribution system providing foam to all site systems, including deluge skids, monitor skids, hydrants, hose reels and so on.
Systems can be fully customized to meet any location or project specific needs, and are delivered complete with everything needed for operation, maintenance and testing processes. Systems are also full flow tested before delivery, and have flexibility built in, with the ability to use either air driven or electrical jockey pumps to provide the required pressure for seamless, reliable operation.
Systems incorporate test line capability, so performance can be verified between test intervals for peace of mind.
Compliance and Suitability
Each system is available customized to suit specific compliance needs for any applicable rules, regulations and project specific requirements. Compliance with all standards including E, FM, UL, ASME, DIN, DNV, BV, NMD, IMO, NFPA and Norsok are possible. Wilsafe Systems also provide complete documentation for any customized system, including certification, third party verifications such as DNV/GL, BV, ABS, etc., and full-scale test reports.
Foam Solutions
A number of different foam types can be used within the Wilsafe System foam solutions, all easily set to the required mix for optimal performance.
With both centrifugal and positive displacement pumps options to choose from, Wilsafe Systems always provide the foam system pump best suited to the foam you are using. With this system you can enjoy higher rehabilitee compared to local, mechanically operated solutions, providing superior environmental controls for improved foam storage.